
Apa penetrasi welding?Iki nuduhake ambane leleh saka logam dasar utawa manik las ngarep ing bagean salib saka gabungan sing dilas.
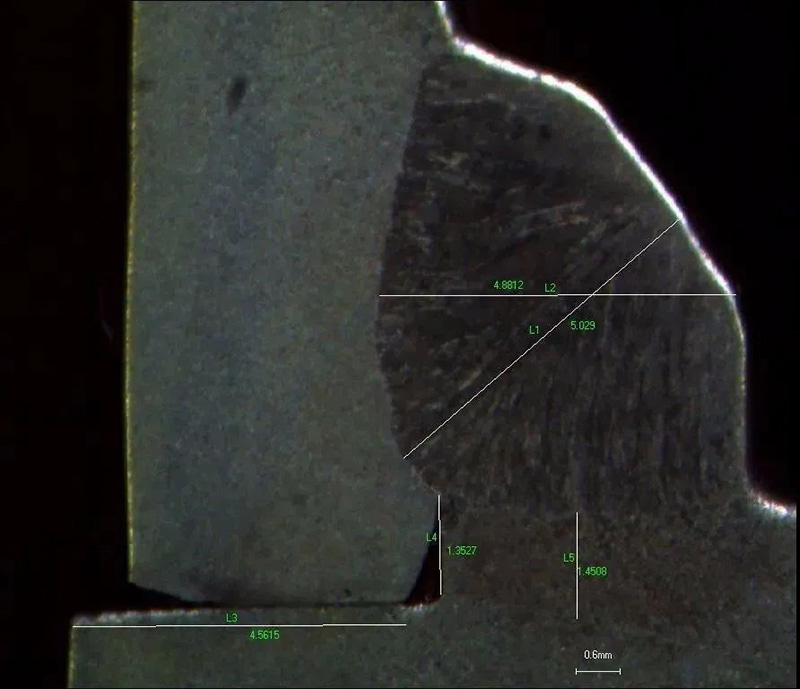
Sambungan las kalebu: jahitan las (0A), zona fusi (AB) lan zona kena panas (BC).
Langkah 1: Sampling
(1) Posisi pemotongan sampel penetrasi las: a.Ngindhari posisi wiwitan lan mandheg
b.Cut mati ing 1/3 saka bekas las
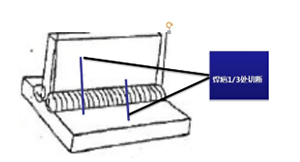
c.Nalika dawa catu las kurang saka 20mm, Cut mati ing tengah catu weld.
(2) Nglereni
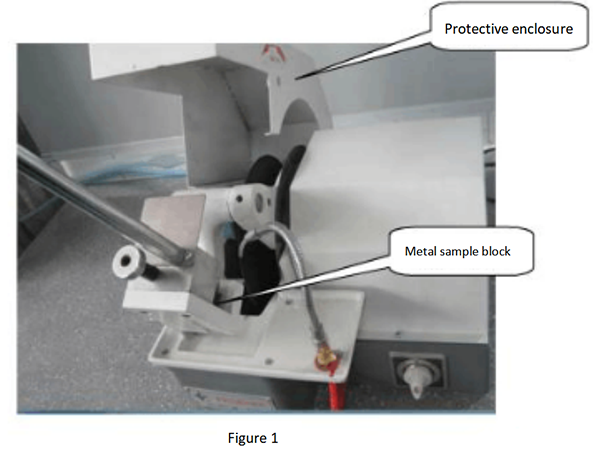
A. Sambungake sumber daya lan priksa manawa peralatan pangukuran memenuhi syarat tes;Kaya sing ditampilake ing Gambar 1, bukak omah protèktif mesin pemotong metalografi lan pasang blok sampel logam sing bakal diuji.
(Wigati: Priksa manawa kanggo ndandani blok logam kanthi lengkap!)
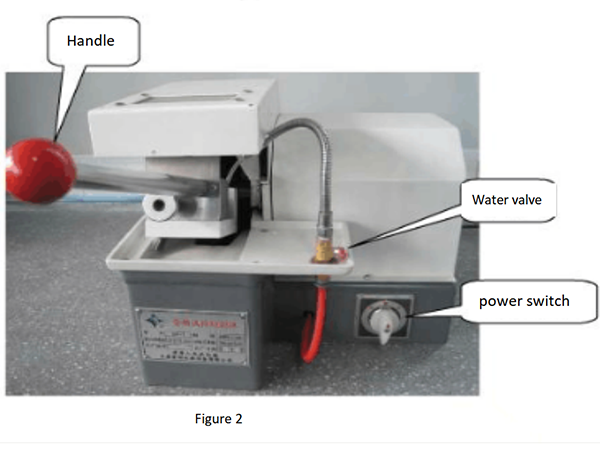
b.Minangka ditampilake ing Figure 2, nutup cangkang protèktif saka mesin nglereni metallographic, mbukak tutup banyu, lan nguripake saklar daya;Tahan gagang mesin pemotong metalografi lan alon-alon pencet mudhun kanggo ngethok sampel logam.Sawise nglereni, dawa, jembar lan dhuwur saka sampel logam kudu kurang saka 4mm;Nutup tutup banyu, mateni daya, lan njupuk sampel logam.
b.Minangka ditampilake ing Figure 2, nutup cangkang protèktif saka mesin nglereni metallographic, mbukak tutup banyu, lan nguripake saklar daya;Tahan gagang mesin pemotong metalografi lan alon-alon pencet mudhun kanggo ngethok sampel logam.Sawise nglereni, dawa, jembar lan dhuwur saka sampel logam kudu kurang saka 4mm;Nutup tutup banyu, mateni daya, lan njupuk sampel logam.
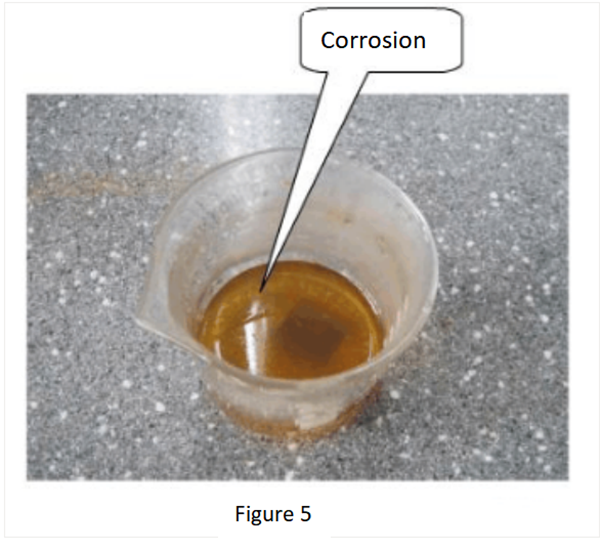
Langkah 3: Korosi
(1) Minangka ditampilake ing Fig. 5, nggunakake alkohol Absolute lan asam nitrat kanggo nyiyapake solusi karat (3-5% asam nitrat lan alkohol) ing cangkir ukur, sijine sampel logam menyang solusi karat utawa nggunakake sikat cilik kanggo wisuh. lumahing potong kanggo karat.Wektu karat kira-kira 10-15 detik, lan efek korosi spesifik kudu dititi priksa kanthi visual.
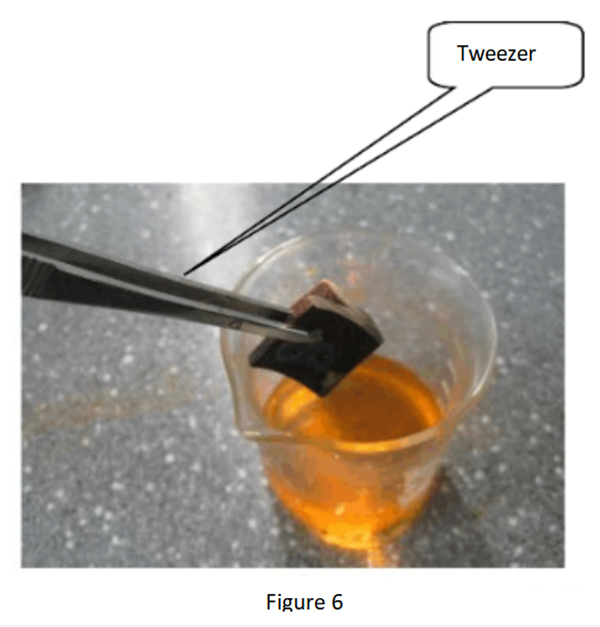
(2) Kaya sing dituduhake ing Fig. 6, sawise karat, njupuk blok sampel logam nganggo pinset (cathetan: aja ndemek cairan korosi nganggo tangan), lan ngresiki solusi korosi ing permukaan blok sampel logam kanthi resik. banyu.
(1) Jeblugan garing
Langkah 4: Cara inspeksi penetrasi welding
| T (mm) = ketebalan plat | |||
| Pathokan lawas | pathokan anyar | ||
| Ketebalan piring | Datum penetrasi | Ketebalan piring | Datum penetrasi |
| ≤3.2 | Ndhuwur 0,2 * t | t≤4.0 | Ndhuwur 0,2 * t |
| 4.0<t≤4.5 | Ndhuwur 0.8 | ||
| 3.2~4.5(Kalebu 4.5) | Ndhuwur 0.7 | 4.5<t≤8.0 | Ndhuwur 1.0 |
| t;9.0 | Ndhuwur 1.4 | ||
| > 4.5 | Ndhuwur 1.0 | t≥12.0 | Ndhuwur 1.5 |
| Cathetan: Welding piring tipis lan piring kandel adhedhasar piring tipis | |||
(1.2) Datum penetrasi welding (kanthi dawa sikil nuduhake penetrasi)
| L (mm) iku dawa sikil | |
| Dawane sikil | Datum penetrasi |
| L≤8 | Ndhuwur 0.2 * L |
| L 8 | ndhuwur 1,5mm |
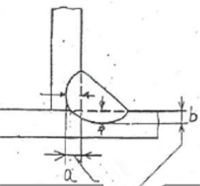
(2) Pengukuran penetrasi las (jarak a dan b adalah penetrasi las)

(3) Piranti inspeksi kanggo penetrasi welding
Langkah 5: Laporan inspeksi penetrasi las lan panyimpenan sampel
(1) Laporan inspeksi penetrasi welding:
a.Penambahan diagram bagean salib saka bagean sing dipriksa
b.Tandhani posisi pangukuran penetrasi welding ing diagram
c.Tambahan data
(2) Peraturan pengawetan sampel penetrasi welding:
a.Panyimpenan bagean pigura S kanggo 13 taun
b.Bagian umum kudu disimpen nganti 3 taun
c.Yen digunakake ing drawing, iku bakal dipun ginakaken miturut syarat drawing
(Permukaan inspeksi penetrasi bisa macet nganggo adesif transparan kanggo tundha karat)
Wektu kirim: Dec-22-2022